
Tech Blog
Search our Tech Blog:

Operating at the Edge: Underwater Perception in Polar Maritime Environments
Expanding high-latitude operations, the United States Coast Guard plans to add 11 new Arctic Security Cutters to their icebreaker fleet. The Coast Guard’s investment reflects a broader reality, the Arctic is an increasingly contested and economically significant region where maritime access, scientific research, and multi-national security converge.

3D FLS Enabling The Future of Unmanned Defense Operations
Unmanned and autonomous systems are rapidly reshaping naval operations, making the move from experimental to essential. The next era of naval superiority will hinge on how effectively these platforms integrate within broader fleet operations, and on the sensor technologies that empower them to perceive, decide, and act independently across diverse maritime environments.

Integration with Anschütz SYNAPSIS (W)ECDIS NX
A new integration with Anschütz GmbH, a global leader in maritime navigation technology, now allows Argos FLS data to be displayed within their SYNAPSIS (W/)ECDIS NX application. This new collaboration combines FarSounder’s subsurface awareness with advanced Electronic Chart Display and Information Systems (ECDIS), providing a more unified and data-rich navigation experience.

FarSounder’s Sharing Across the Fleet Program
Our Argos sonars produce two types of data: 3D Forward Looking Sonar data (that’s the realtime image ahead of the vessel, inside the sonar’s field-of-view) and Local History Map data (the depth map of everywhere the vessel goes).
By default, all data lives aboard the vessel on the FarSounder bridge computer. However, users can opt-in to anonymously share their Local History Map data across the FarSounder fleet. In exchange, they receive the aggregate map built from everyone’s contributions. Plus, we contribute depth measurements anonymously on their behalf to Seabed 2030, a global effort to help map the world’s oceans.
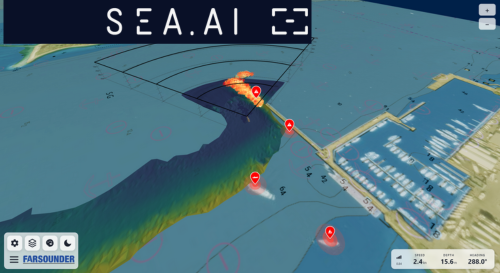
Integration with SEA.AI
FarSounder has expanded its suite of integration options with the addition of SEA.AI, a global leader in AI-powered vision systems for maritime safety. This integration is available in FarSounder’s new SonaSoft LT™ web application, providing captains and bridge crews with a more comprehensive operational picture.
FarSounder User Interface Options
FarSounder offers multiple ways for users to quickly and intuitively interact with the underwater information collected by their Argos 3D forward looking sonars. All sonar data is accessible via SonaSoft™ (Windows desktop app), SonaSoft LT™ (web app), and/or 3rd Party Integrations (Network API).
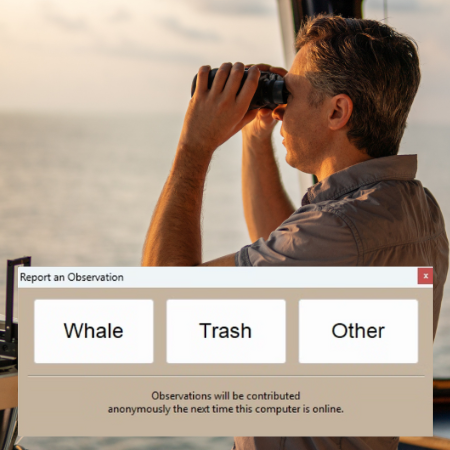
Citizen Science: Contributing Whale and Trash Sightings
Since 2023, FarSounder customers have been engaging in citizen-led science simply by using their Argos Forward Looking Sonar systems and sharing data with very little effort. There are multiple features in which users can participate in global marine initiatives through contributing bathymetric data they collect and reporting whale and trash sightings.

Reducing the Risk of Whale Shipstrikes
NOAA has withdrawn proposed amendments to the North Atlantic Right Whale Vessel Strike Reduction Rule under the Marine Mammal Protection Act. However, this doesn’t mean that the North Atlantic Right Whales are no longer in danger. Existing technologies that are safe for marine life can play a role to reduce risk of shipstrikes.

Understanding vessel operations, sonar, and whale safety
The grace of an enormous whale captures the attention of nearly everyone who’s ever seen one. These incredible creatures are the focus of tourist industries around the world and have captured the hearts of children and adults alike. Unfortunately, most marine mammal populations are fragile. One of the leading causes of death for the great whales is shipstrike. As the world looks to new technologies to assist in whale avoidance, it is important that it has no impact on the whales and the environment. Likewise as regulations evolve, operating vessels near whales requires a strong understanding of the regulations, a strict adherence to safe practices, and the effective use of the right technologies.
Datasharing, Crowdsourcing and Community Contributions
“We know more about the surface of Mars than we do about the seafloor here on earth” is a rallying cry that has been heard across the marine world. Perhaps you are interested in a better understanding of our world and want to know if you might be able to help improve our knowledge. Crowdsourcing, data sharing, and citizen science initiatives are common terms, but understanding how you and your vessel can contribute to these efforts can be confusing. This tech blog is intended to clarify your options and explain how to get involved using an Argos forward looking sonar.
Sharing Across the Fleet
We are moving our Local History Map™ off the vessel to share across the FarSounder fleet and enabling our customers to contribute to global efforts to build a complete map of the sea floor across all the world’s oceans. Participants receive the benefit of backing up the Local History Map™ they collect in the cloud and have the satisfaction of knowing that contributions will benefit the community and may be included in the Seabed 2030 initiative.

VriThink Night Out: Enabling Scientific Access to Exclusive Locations
One allure of yachting is to be immersed in the unspoiled beauty of experiencing exclusive locations. This often means venturing into the unknown. With less than 20% of our world’s ocean floor mapped, we know the topography of the Moon and Mars in greater detail than the bathymetry of our own planet. Seabed 2030 aims to change this. Using the equipment already installed on board, yachts have the opportunity to contribute valuable scientific observations that would not otherwise be feasible to collect.

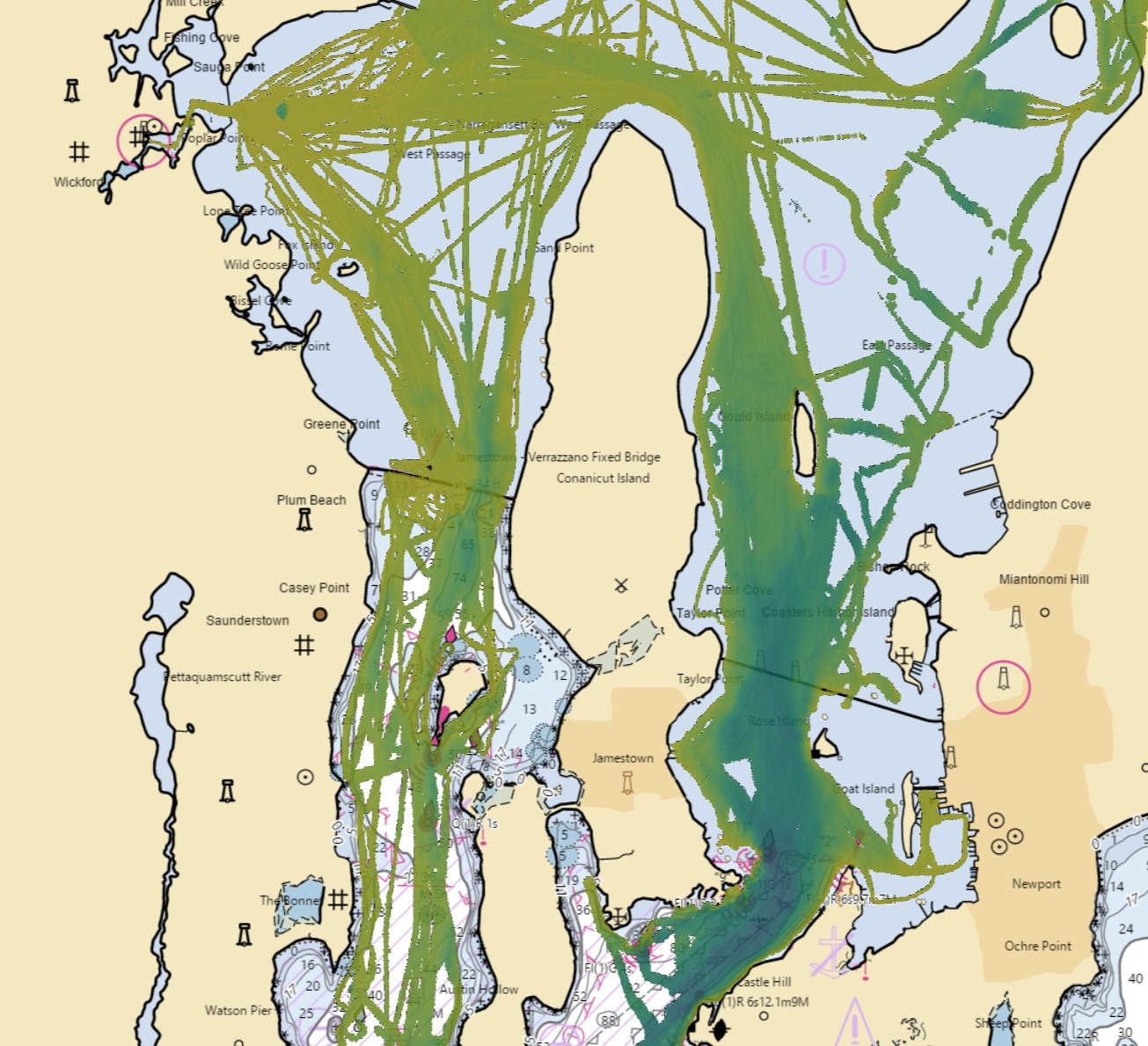
Chart Data Options for SonaSoft
The practice of using chart overlay greatly improves end user’s experiences. Chart overlay enables users to easily correlate in-water targets on the sonar's display to the locations of potential navigation obstacles. It also allows users the ability to have high confidence in their charts by confirming that bathymetric features line up with the sonar. That is why FarSounder’s team works hard to make it easy for end users to add charts to the FarSounder systems. One way to encourage chart use is to make sure FarSounder software supports importing S-57 and S-63 charts in SonaSoft as part of the base software.

Marine Biofouling: Cleaning and Prevention
Like any other sonar system, the array face on a FarSounder Transducer Module can become fouled with marine growth. Keeping your Transducer Module’s array face clean from marine growth is important for optimal sonar performance. While simple cleaning methods can be used to remove growth, applying FoulFree to the urethane can significantly reduce the amount of fouling to be cleaned. This blog post covers the Do’s and Don’t of keeping your sonar clean of biofouling.
Integration with Qinsy Hydrographic Data Acquisition Software
Via straightforward integration to Qinsy, FarSounder’s customers gain access to sophisticated hydrographic processing capabilities and rich views of the incoming data streams.
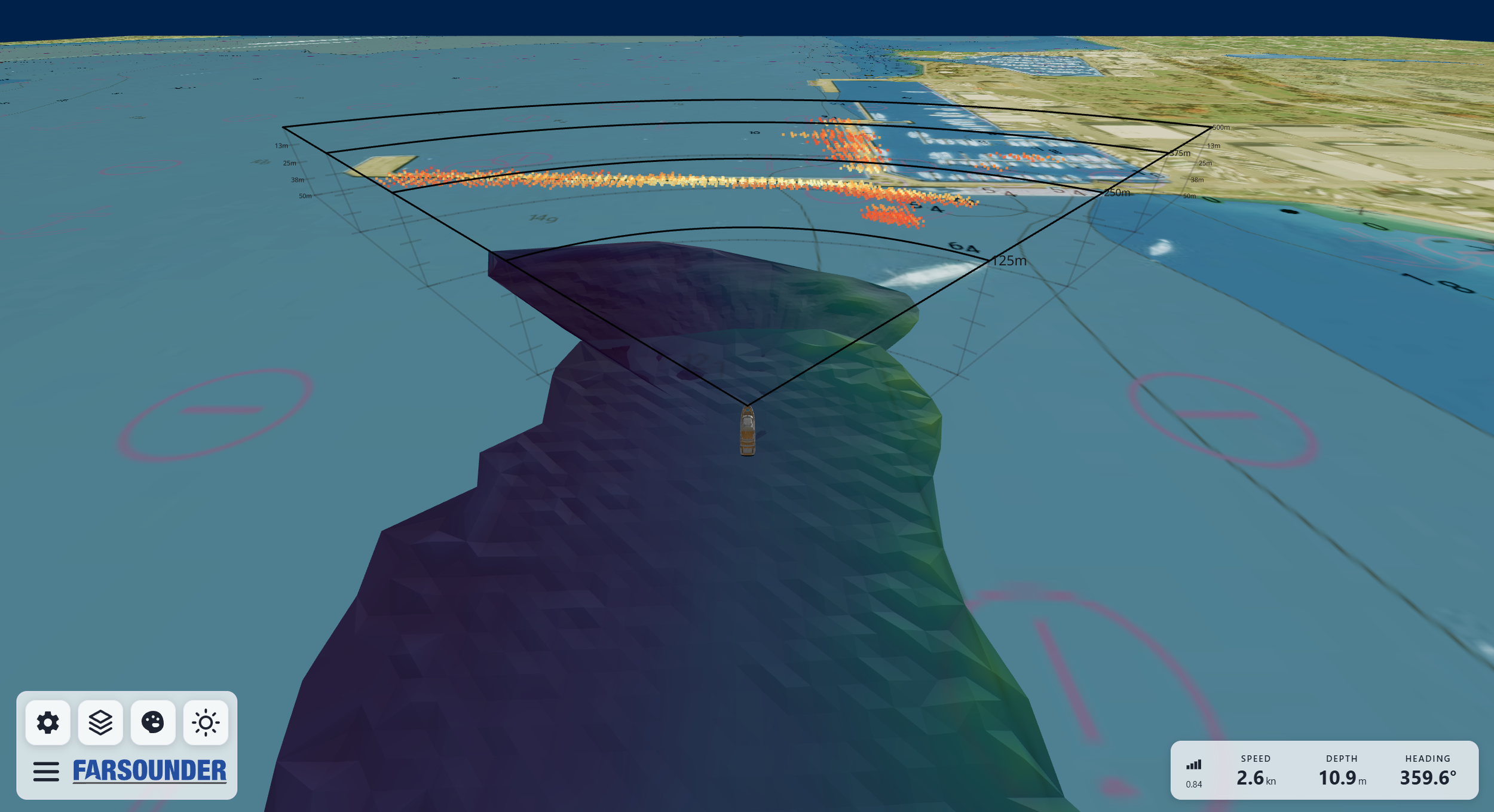
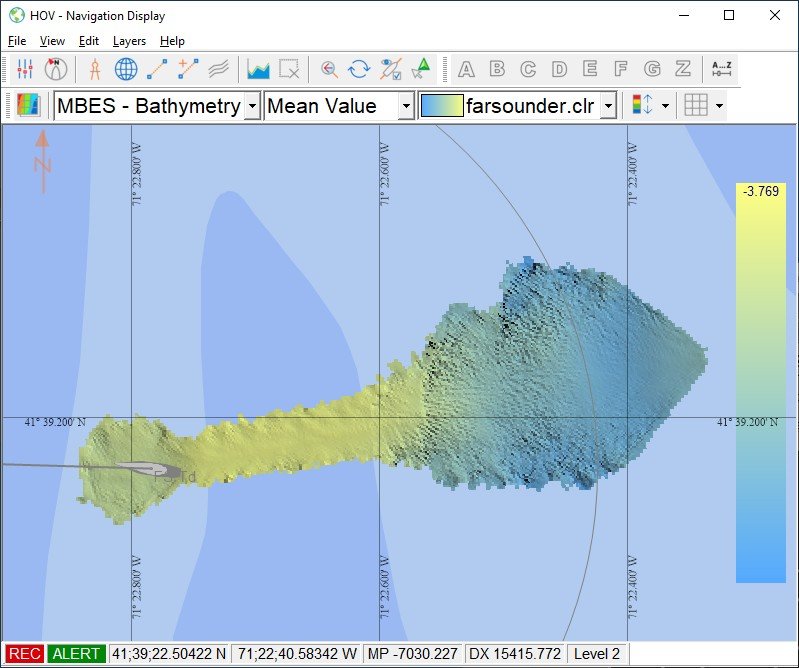
What is Local History Mapping™?
All Argos sonar systems use FarSounder’s SonaSoft™ processing software for processing and display. Real-time sonar data is displayed via a 3D representation in the 3D Viewer and also in a “top down” representation overlaid on an ENC chart. In addition to detecting the seafloor ahead of the vessel and navigation hazards in front of the vessel in real-time, a history of bathymetric data is stored as the vessel moves along its route. This data is an average of the seafloor detections over all of the pings that contained this area. It is most commonly displayed with color mapped to depth. Essentially, a map of the seafloor is created from the vessel’s recent history and displayed for operator use.

FarSounder's Sonar Cable Advance Program
We offer advance delivery of our sonar connection cables at no charge for any qualified new build that includes a fairing for one of our sonars. In this way, it's easy for the owner's team to include the sonar system when they are selecting the rest of the navigation electronics.
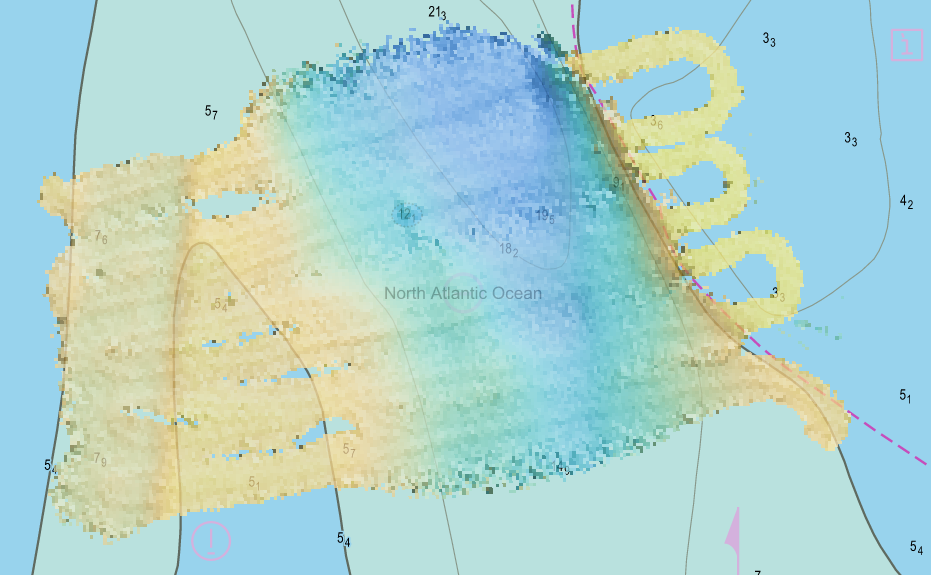
Shallow and Deep Water Bottom Mapping Capabilities
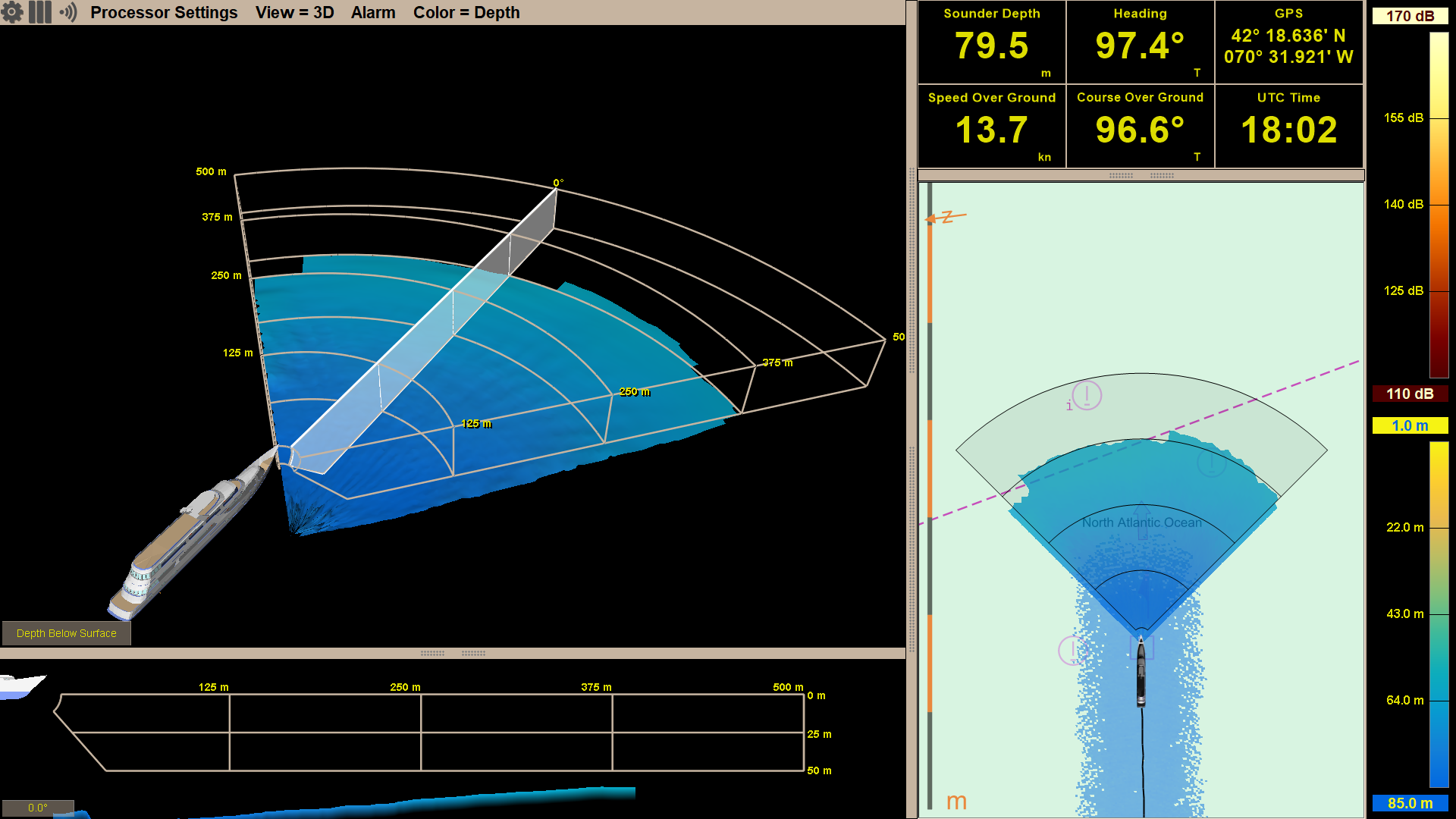
FarSounder Argos 3D forward looking navigation sonars look for both the seafloor and potential navigation hazards anywhere in the water column ahead of the vessel. Hazards in the water column are detected as in-water targets and can be detected out to full range of the sonar (dependent upon target size). While the maximum in-water target detection range is a set distance for each product, maximum bottom detection range is not. The maximum bottom detection range, or bottom mapping range is dependent on the depth of water below the transducer module, not the Argos model.
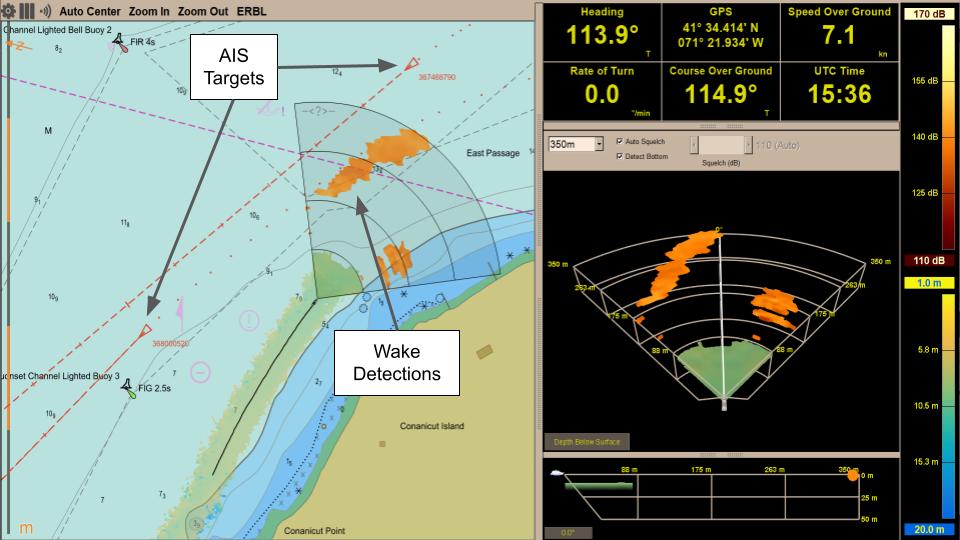
AIS and ARPA Overlays: Adding Situational Awareness to Sonar Data
In recent updates, FarSounder added support for displaying AIS (Automatic Identification System) targets and ARPA (Automatic Radar Plotting Aid) targets in the Chart Overlay display in SonaSoft™ – the sonar processing and display software for Argos navigation sonars. These features raise situational awareness for the vessel operator and add to the utility of the system, here’s how!

Understanding Refitting a Forward Looking Sonar
Refitting your vessel with our Argos Forward Looking Sonar is relatively straightforward. Approximately 50% of our customer installations are refitted to older hulls. Even some of the New Builds installing Argos sonars have approached integration of our systems as a "refit" when our products have been added to the ship's specifications late in the build process.